
Questa lezione è la continuazione di quella pubblicata una settima fa e va a completare la panoramica sulla personalizzazione delle impostazioni di un software di slicing.
Materiale
La Stampa 3D FDM consente di operare con un'ampia varietà di materiali. Avendo tutti caratteristiche diverse è necessario modificare alcune configurazioni per gestire al meglio i diversi filamenti ottenendo risultati di buona qualità.
È fondamentale impostare opportunamente la temperatura di stampa la quale si tradurrà in calore emesso dall’hotend per fondere il filamento. La temperatura consigliata cambia in funzione delle caratteristiche del materiale da estrudere quindi non esiste un valore valido in generale. A questo proposito, normalmente, ogni produttore riporta sulle singole bobine il range dei valori consigliati in modo da agevolare l’utente. Il tipo di stampante influisce sulla temperatura da utilizzare quindi è buona norma "sperimentare" i valori di questo range alla ricerca dalla temperatura ideale, anche 5°C in più o in meno possono fare differenza in termini di resa.
In molti slicer è possibile agire su questa impostazione in modo da ottenere vari effetti in diverse zone della stessa stampa. Ciò può essere utile, ad esempio, se si dovessero presentare difficoltà di adesione. Aumentando di 5-10°C durante l’estrusione dei primi strati miglioreremo la coesione tra la stampa e il piatto.
Allo stesso modo, in caso possedessimo una stampante dotata di letto riscaldato, possiamo decidere la temperatura del piano di stampa e se mantenerla fissa o variabile durante tutto il processo.
A nostra disposizione abbiamo anche impostazioni più complesse, come ad esempio il flusso di stampa che definisce la quantità di materiale effettivamente estruso. Si indica tramite percentuale, la quantità di materiale da estrudere configurata in precedenza verrà moltiplicata per questo valore, il risultato sarà la quantità estrusa in realtà. Nel caso non volessimo modificare questo aspetto sarà sufficiente lasciare la percentuale al 100%.
È una opzione che si rivela molto utile quando abbiamo problemi di sottoestrusione o sovraestrusione, dato che, con una semplice variazione, possiamo completamente stravolgere la situazione.
In questo caso, a differenza della temperatura, il valore consigliato del flusso di stampa non è presente sulle bobine di materiale. Solitamente adottando il valore di default potremo lavorare con la maggior parte dei filamenti. Se, tuttavia, si verifiassero problemi di estrusione o volessimo agire sulle configurazioni in questione dobbiamo tenere a mente un paio di osservazioni:
- per diminuire la quantità di materiale estruso sarà sufficiente diminuire la percentuale configurata, facendo l'inverso per ottenere il risultato opposto;
- bisogna prestare molta attenzione a non esagerare poiché anche minime variazioni possono causare notevoli alterazioni.
Retrazione
Passiamo ora a discutere ulteriori aspetti della retrazione, comunque già affrontata a livello generale nei contenuti precedenti di questa guida. Per retrazione si intende il movimento dell’estrusore in un’area non stampata con il filamento che si è appena mosso o si muove nel verso opposto rispetto la direzione di estrusione. Ciò consente di prevenire problemi come l’oozing e lo stringing.
Tramite slicer possiamo scegliere sia la distanza di retrazione, ovvero i millimetri di filamento ogni volta ritirati, sia la velocità di retrazione.
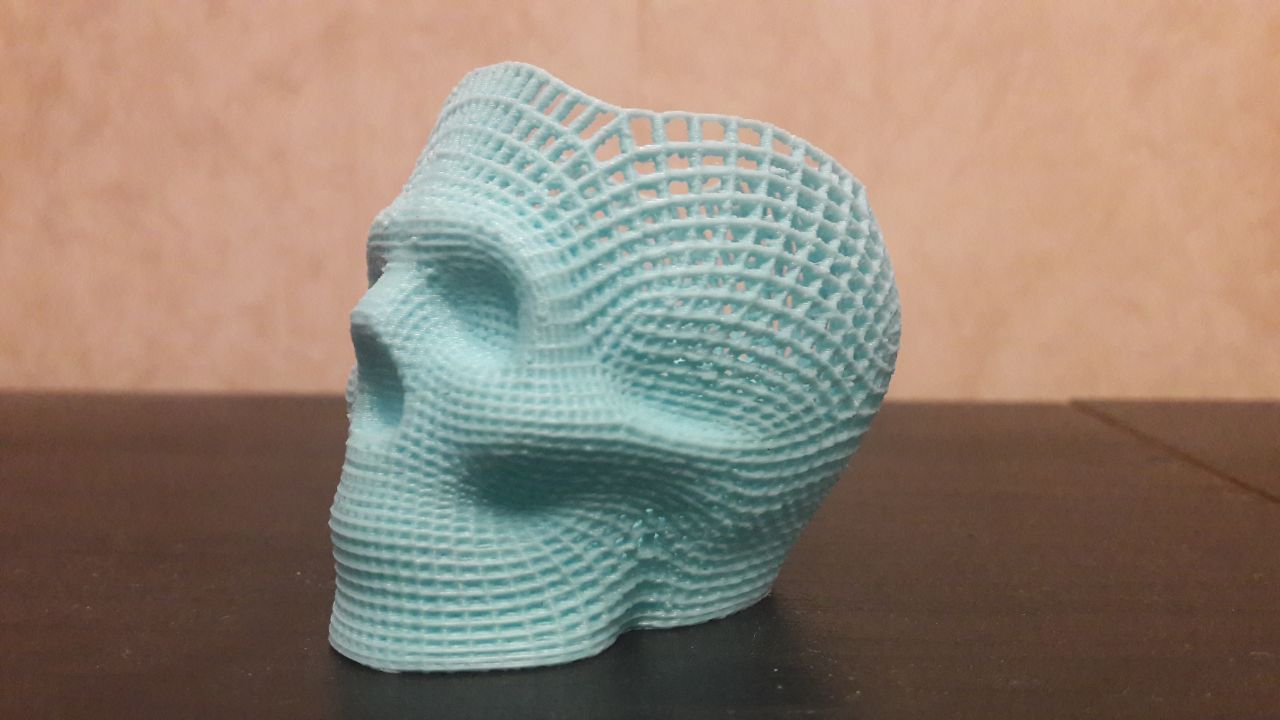
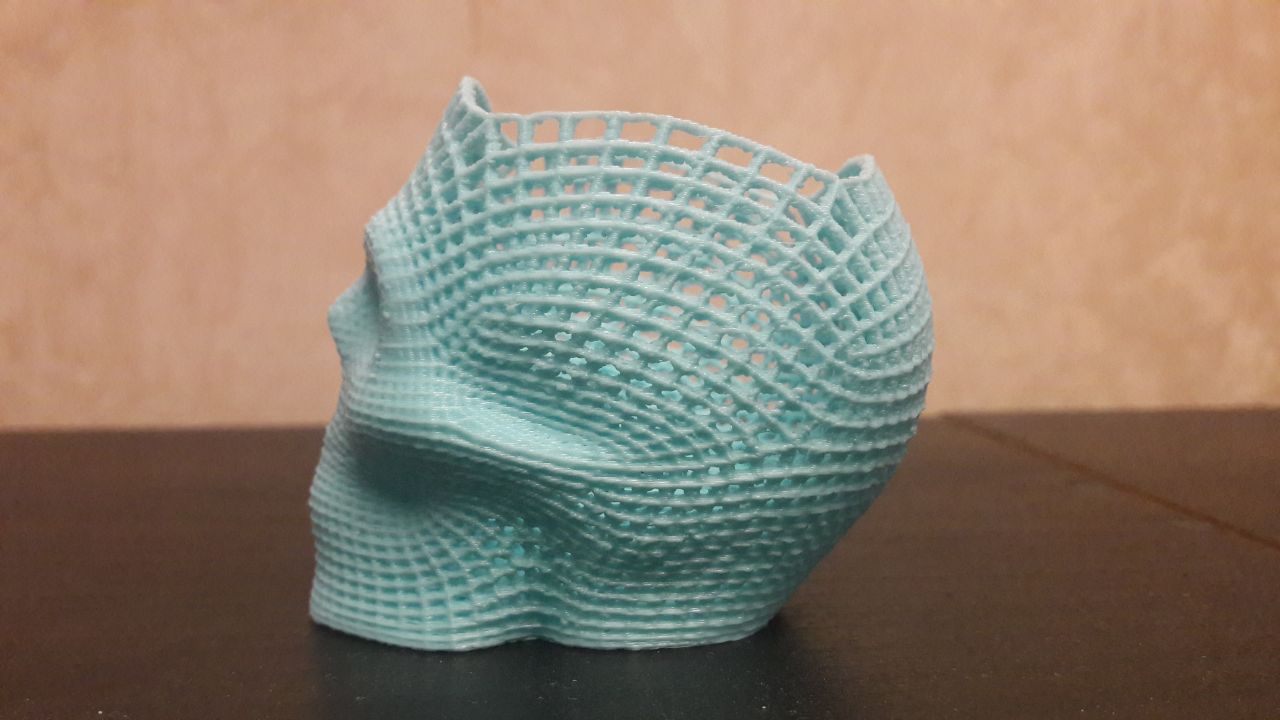
Nelle immagini possiamo notare come una buona impostazione di retrazione possa influire sulla riuscita di una stampa più complessa.
Dato che questo argomento è stato già discusso non ci dilungheremo troppo nei dettagli. Occorre ricordare che aumentando sia la distanza sia la velocità otterremo minore oozing e stringing ma maggiore probabilità di blocchi interni, al contrario diminuendo questi valori avremo più "sicurezza" a livello hardware della stampante ma risultati meno soddisfacenti nella stampa finale.
Velocità
In alcune stampanti è inoltre possibile regolare la velocità totale di stampa in corso d'opera. Sul display della stampante è riportata una percentuale, di solito settata al 100%. Aumentando questo valore grazie alla manopola della stampante tutte le velocità relative verranno maggiorate in proporzione, al contrario diminuendo il valore la stampa sarà più lenta.
La velocità totale di stampa è composta dalle due sottocategorie "Velocità di stampa del modello" e "Velocità degli spostamenti".
- Velocità di stampa del modello: È la velocità con cui si sposta l’estrusore quando sta effettivamente stampando parte del modello, solitamente con valori compresi tra i 40-60 mm/s. Possiamo controllare sia la velocità del riempimento interno sia la velocità della parete esterna. Di solito la seconda, operando sulla parte visibile, è preferibile sia più bassa rispetto alla prima per ottenere una finitura migliore. È utile ragionare anche sulla velocità di stampa della base inferiore e superiore, spesso più lente qualora si desideri una migliore adesione o chiusura finale. Diminuire la velocità nei primi layer consente al materiale di essere disteso nel modo più uniforme possibile, senza sottoestrusioni o vibrazioni di alcun genere, creando una base di stampa ottimale;
- Velocità degli spostamenti: la velocità di movimento dell'estrusore quando si sta spostando su un’area non stampata. Aumentandola diminuiremo il tempo totale di stampa. Un valore troppo alto può causare vibrazioni eccessive ed errori molto visibili.
Raffreddamento
Controllare la potenza della ventola è una delle cose più importanti durante le prime fasi di stampa. Una ventola troppo potente può causare poca coesione tra gli strati per raffreddamento eccessivo, come, viceversa, una potenza troppo bassa può implicare che un layer non si sia completamente solidificato prima che un altro gli sia sovrapposto.
Occorre fare esperienza con questa opzione se desideriamo ottenere il miglior risultato possibile.
Supporti
Questo argomento è stato già ampiamente presentato in una passata lezione per cui ci limiteremo a illustrare alcuni aspetti correlati nello slicer.
Esistono diverse impostazioni che possono rivelarsi utili. Una è l’angolo di sbalzo del supporto ovvero l’angolo minimo per cui verrà generato un supporto, cosa che può aiutarci da aumentare o diminuire la quantità di supporti se crediamo che ciò sia necessario.
Possiamo operare anche sulla densità dei supporti, aumentando la resistenza di questi ultimi per evitare che si spezzino durante la stampa.
Infine possiamo anche decidere la distanza minima tra l’estremità di un supporto e la stampa stessa facilitando in questo modo la loro rimozione finale.
Impostazioni speciali
Il mondo della Stampa 3D è in costante evoluzione.
In alcuni software è possibile adoperare “impostazioni speciali” o ancora in fase di sperimentazione. Molte di queste, con il tempo, potrebbero migliorare o evolversi così tanto da rivelarsi anche più utili delle impostazioni predefinite.
Anticipazioni
Nella prossima lezione continueremo a trattare argomenti riguardanti la personalizzazione spostando in nostro focus sulle componenti hardware.
