
Continuiamo la trattazione dei problemi più comuni nella stampa 3D FDM riprendendo da dove ci siamo interrotti alla fine della precedente lezione.
Stringing
Per “stringing” (od Oozing) intendiamo il filamento residuo che si forma, a causa della temperatura, quando l’ugello si sposta da un punto A verso un punto B. Quindi la stampa di un oggetto che richiede diversi movimenti dell'estrusore avrà una quantità di filamento in eccesso elevata. Nel caso di stringing evidente ciò richiederà molto più lavoro di pulizia e post-produzione cosa che potrebbe implicare anche imperfezioni superficiali.
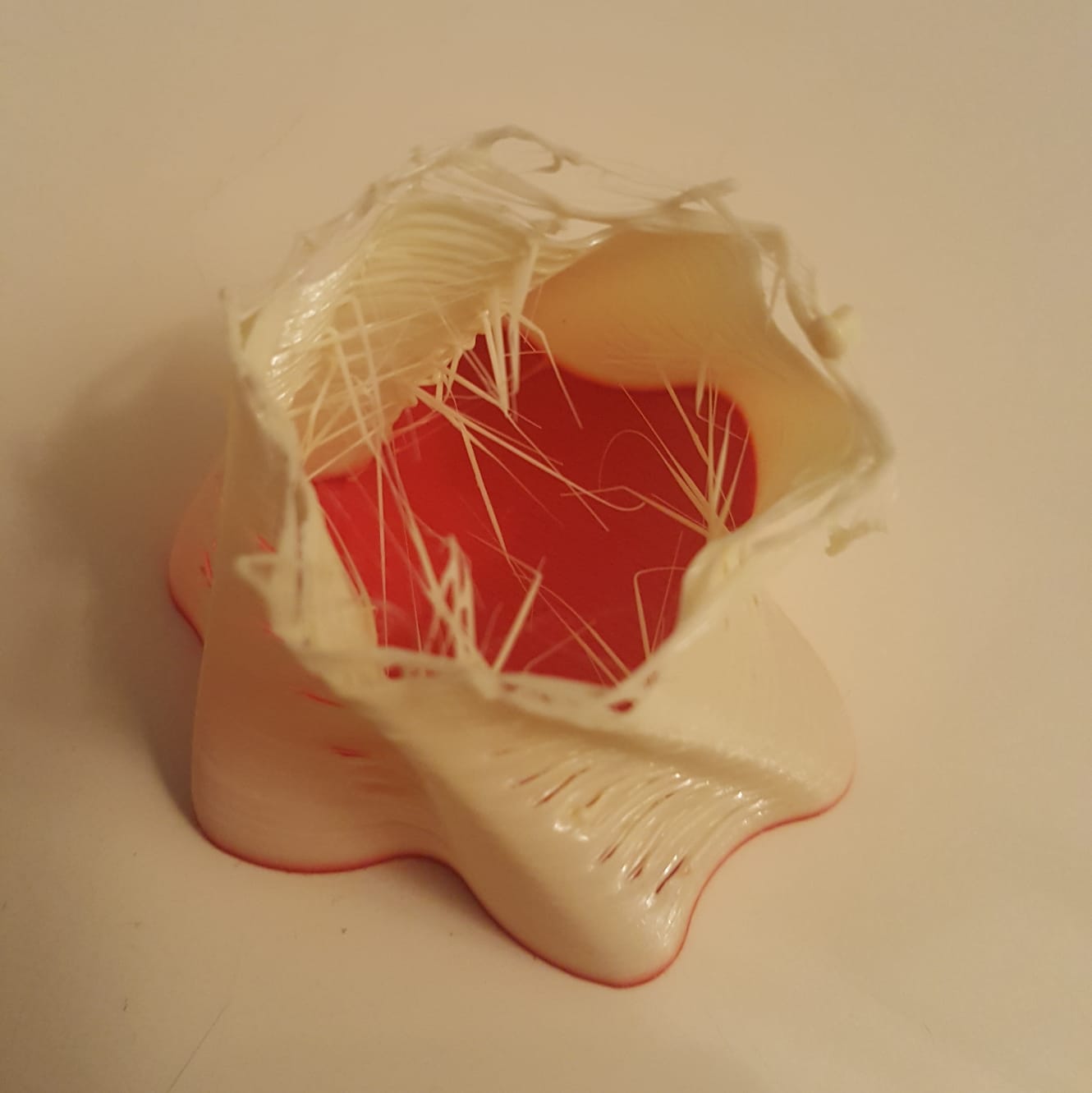
Stringing per alta temperatura: piccoli filamenti generati durante lo spostamento dell'ugello
Le cause possono essere molteplici, dalla temperatura troppo alta a una ritrazione del filamento insufficiente.
Vediamo quali sono le soluzioni più comuni.
- Regolare la velocità e distanza di ritrazione. Per "distanza di ritrazione" intendiamo la quantità di filamento retratta dall'estrusore quando l’ugello cambia posizione. Aumentando questo valore si evita che il filamento venga riscaldato eccessivamente quindi coli durante il percorso. Questo è il parametro principale da modificare nel caso avessimo un problema simile. Aumentando la velocità di ritrazione, invece, possiamo riavvolgere il filamento prima che questo cominci a lasciare tracce sul modello. In entrambi i casi, comunque, è bene non assegnare un valore troppo alto, altrimenti si presenterà il rischio di blocchi interni o malfunzionamenti, per cui, tramite tentativi differenti, non appena troviamo un risultato accettabile, usiamo quello e non esageriamo.
- Abbassare la temperatura di estrusione. Avere un’alta temperatura di estrusione porta il filamento a essere meno viscoso facendolo colare eccessivamente dall'ugello depositando materiale in eccesso. Per trovare la giusta temperatura è necessario compiere diversi tentativi e prove di stampa diminuendo di 5 gradi alla volta fino a quando il risultato ci permetterà di avere una stampa senza eccessivi residui.
- Aumentare la velocità di stampa. Nel caso in cui la stampante possa sopportare velocità maggiori senza perdere in dettaglio allora proviamo ad aumentare la velocità dei movimenti dell’estrusore. In questo modo riduciamo il tempo degli spostamenti rendendo meno probabile che il materiale fuoriesca in quel lasso di tempo.
Geometria non accurata
Questo tipo di problematica può essere notata facilmente ad occhio nudo e, solitamente, si tratta di un problema strutturale della stampante mal calibrata. Per controllare che la nostra macchina abbia un buon livello di precisione ci basterà stampare un cilindro con un diametro di piccole dimensioni. Nel caso in cui il pezzo fosse geometricamente soddisfacente allora non avremo gravi problemi da correggere ma, se non lo fosse, allora dovremo seguire alcuni accorgimenti:
- Tendere le cinghie. Quasi sempre la causa del problema è riscontrabile nelle cinghie che sono tese in modo inadeguato. Queste possono essere troppo tese o poco tese, per cui è il caso di fare diversi tentativi stampando pezzi di prova al fine di comprendere quanta tensione applicare ad esse.
- Lubrificare i componenti. I pezzi che più soffrono di attrito devono essere tenuti sempre ben lubrificati per evitare errori durante i movimenti (come ad esempio le barre guida).
- Avvitare bene tutte le viti. Molte volte si possono allentare dadi, viti o altri componenti e questo può portare a imprecisioni che, anche se millimetriche, possono avere ripercussioni enormi sul pezzo finale. Durante la manutenzione è buona pratica controllare che tutto sia avvitato al punto giusto. Vale a dire che questi pezzi devono essere ben serrati ma non "eccessivamente", esercitare troppa forza potrebbe, infatti, causare danni alla struttura o impedire i movimenti di alcuni pezzi.
La stampante smette di estrudere durante la stampa
Può succedere che, nonostante all'inizio della stampa non ci siano stati problemi, dopo aver correttamente formato buona parte del modello, il materiale smetta di essere estruso. Le cause sono solitamente semplici da trovare, dato che la maggior parte delle volte si tratta di una bobina esaurita, di filamento consumato o di un blocco interno.
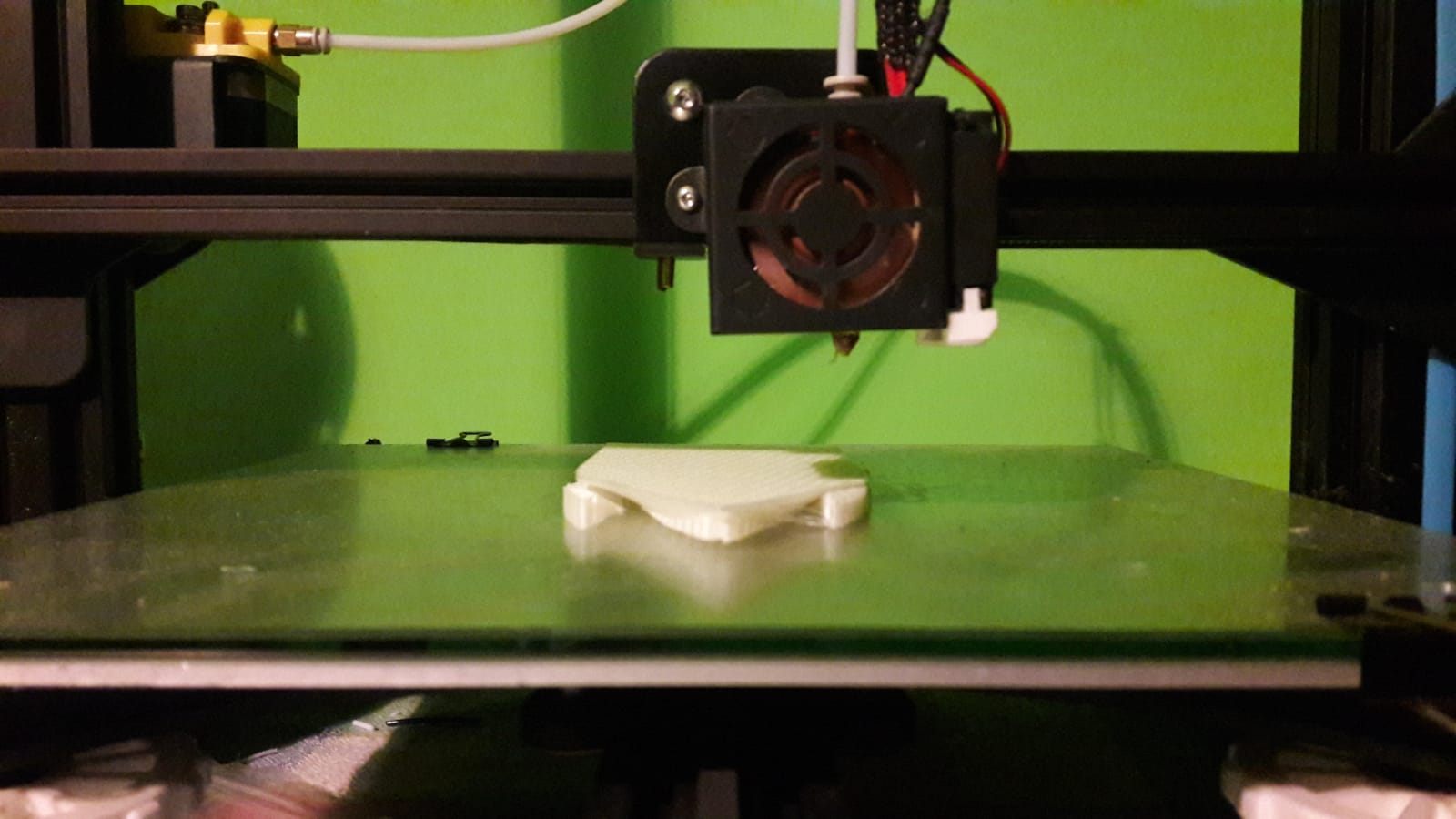
Errore durante la stampa causato da blocco interno
Vediamo come possiamo agire in ognuno di questi casi:
- Sostituire il filamento. Se la stampante non possiede un sensore apposito allora non sarà in grado di rilevare che il materiale sia ancora presente oppure no. A causa di ciò continuerà il processo senza estrudere nulla. Se dovessimo rilevare in tempo il problema durante la stampa allora sarà sufficiente mettere in pausa la stampante, sostituire la bobina e attivare nuovamente il tutto.
- Abbassare la velocità di estrusione. Essendo costantemente spinto dall'estrusore, il materiale è soggetto a un certo attrito. Nel caso in cui la velocità di estrusione fosse troppo alta o stessimo estrudendo troppa plastica allora non sarà raro causare un eccessivo deterioramento del filamento, fino a che l’ingranaggio non avrà più niente su cui far leva. Diminuire la velocità o la quantità di plastica estrusa aiuterà sicuramente a prevenire il problema.
- Pulire l’hotend. Possono essere presenti blocchi interni che non permettono la corretta fuoriuscita del materiale, per cui una buona manutenzione dell’estrusore (o la sua sostituzione) può risolvere la situazione.
Blocco interno
Questo è uno dei problemi più temuti da tutti, non tanto per la difficoltà di risoluzione ma per il tempo necessario a risolverlo.
Un blocco interno dell’hotend può essere causato da molte cose: degrado di materiale all'interno dell’estrusore, distanza o velocità di ritrazione troppo alte, ugello troppo vicino al letto di stampa. In ogni caso le soluzioni saranno sempre le stesse:
- Smontare e pulire l’hotend. Utilizzando strumenti adeguati, si dovrà smontare l’hotend e pulire residui interni per ottenere di nuovo un buon flusso di materiale. Nel caso in cui avessimo difficoltà (e facendo molta attenzione alla nostra sicurezza), potremo aiutarci aumentando la temperatura dell’estrusore fino a che il materiale non diventi viscoso al punto da poter essere rimosso totalmente.
- Sostituire l’hotend. A volte il blocco può essere talmente grave da costringerci a sostituire parte dell’estrusore o addirittura l’intero pezzo. Per fare ciò è necessario identificare correttamente il modello che monta la nostra stampante e sostituirlo. Il processo non è affatto complicato.
Anticipazioni
Nella prossima lezione affronteremo la terza e ultima parte di questo argomento.
